Han kallas ibland ”Mr Swix”. Harald Bjerke är den som har arbetat längst på företaget, 50 år, och som fortfarande är kvar, numer som senior produktchef. Han var med när Swix 1974 köpte upp Liljedahl, en skidstavsfabrik i Lillehammer som då tillverkade nästan en miljon bambuskidstavar om året. Eftersom Harald Bjerke har erfarenhet från storskalig bambustavstillverkning har jag frågat honom hur det var att tillverka bambustavar på den gamla goda tiden.
Vilken bambu letade ni efter? Hur resonerade ni kring bambu som stavämne och vilka kriterier hade ni när ni valde ut?
— Vi importerade tonkinbambu från Kina, från hamnar i Tonkinbukten, och importen gjordes via agenter. Tonkinrören låg paketerade i buntar och hade en diameter på 16, 15 och 14 mm, och en längd på cirka tre meter. Diametern på 16, 15, eller 14 var avgörande för att plasthandtagen och stavhylsorna med spetsar skulle passa, förklarar Harald Bjerke och fortsätter.
— Det var också viktigt med en viss tjocklek på cellväggarna, men det var sällan ett problem. Ett kort avstånd mellan rörskotten [ledknutarna] var en fördel eftersom stavarna då blev lite styvare.
Hur var kvaliteten på bambun? Hur stort var svinnet?
— Svinnet på bambun kan ha varit mellan tio och tjugo procent. Agenterna gjorde ett bra jobb med att specificera vad vi ville ha från Kina.
Jag har sett hur man ”rätar ut” bambu med eld eller blåslampa? Gjorde ni också det?
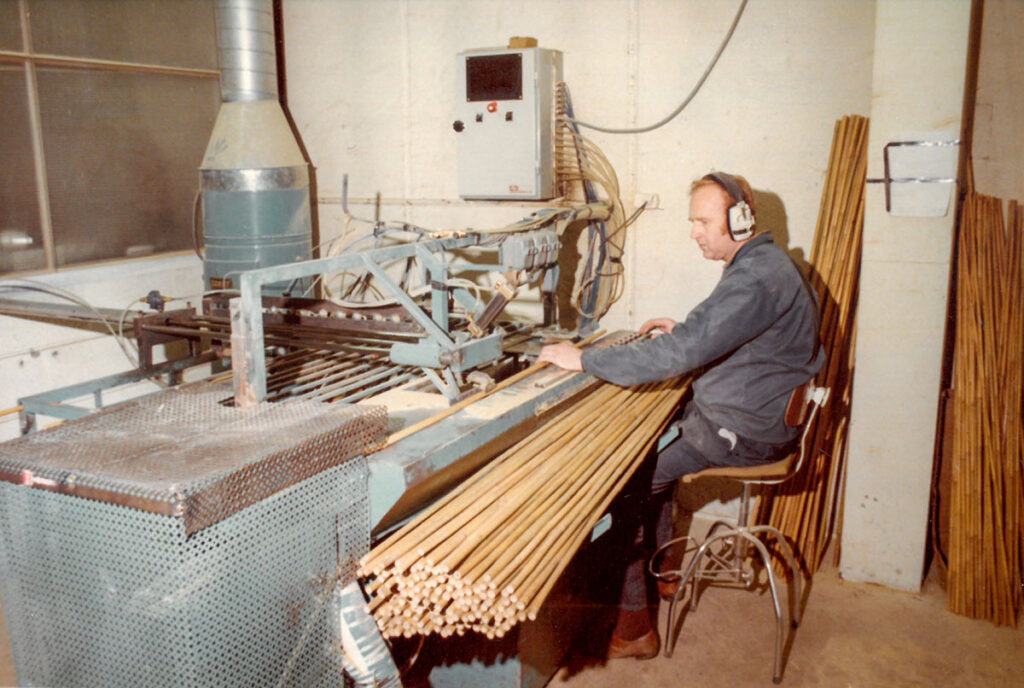
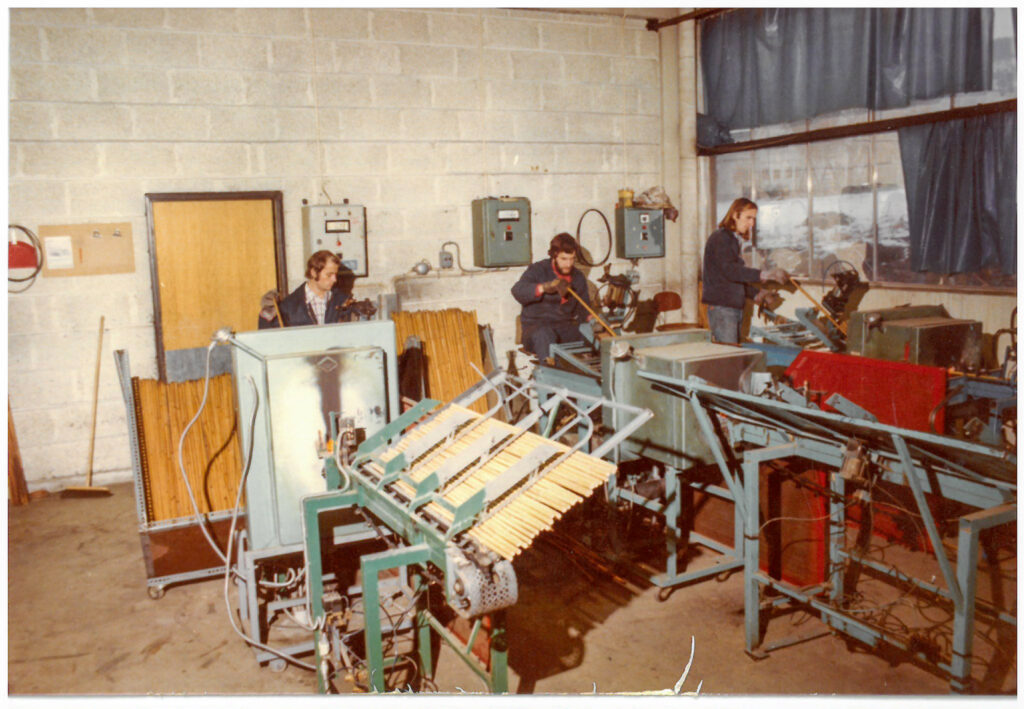
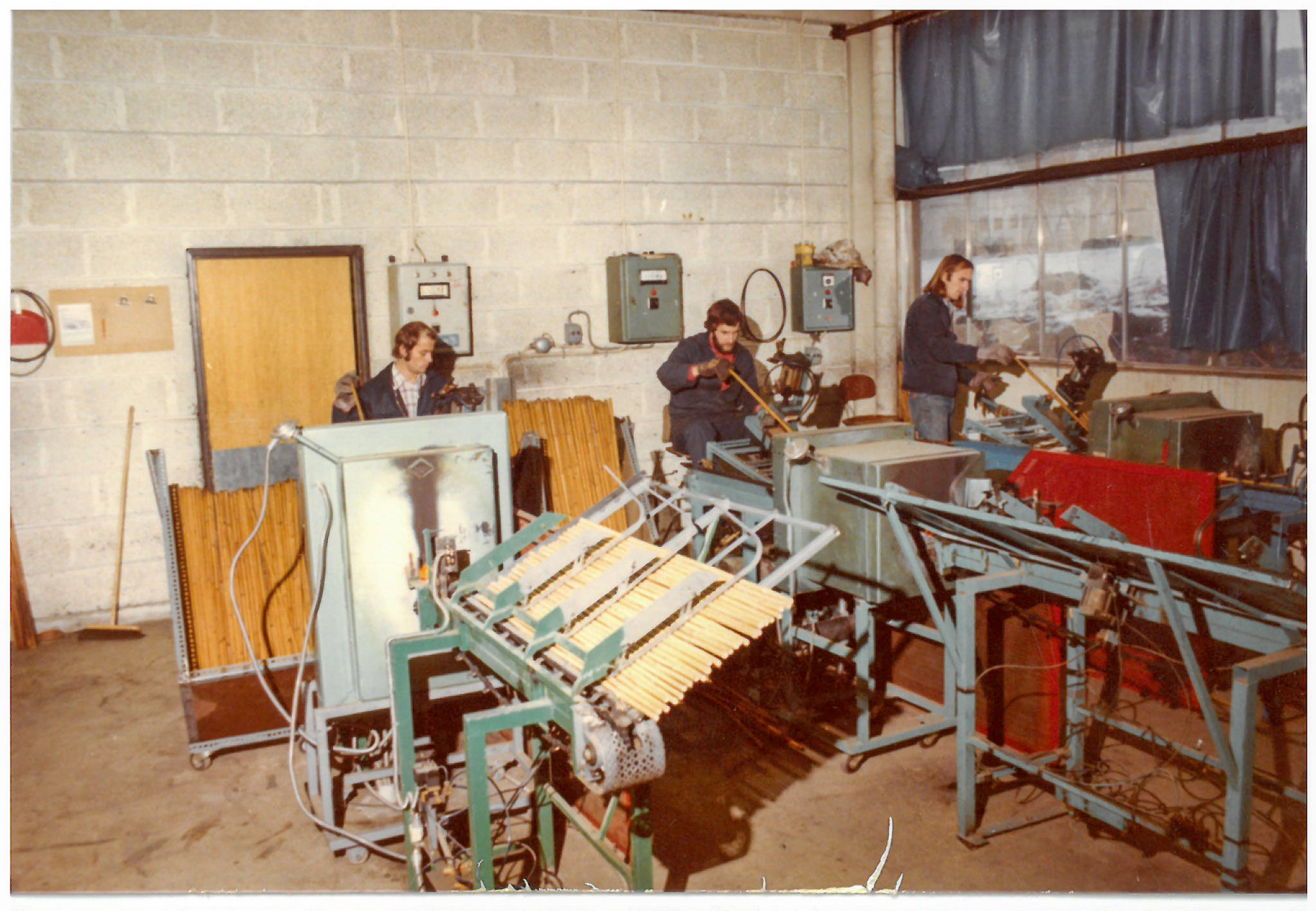
— Vi försökte köpa in så rak tonkin som möjligt, men all bambu måste rätas upp ytterligare. På Liljedahls stavfabrik i Lillehammer [som Swix köpte 1974] fanns flera värmeugnar och ”stämplar” för att räta ut bambupinnarna.
— Sedan slipade vi ner ledknutarna för att de skulle bli så jämna som möjligt och få en finare finish när de lackerades. Och när vi slutligen parade ihop stavarna baserade vi det på likheten och avstånden mellan rörskotten.
Hur många tonkinstavar sålde Swix/Liljedahl som mest per år?
— Vi tillverkade cirka 900 000 par tonkinstavar i Liljedahls fabrik 1977.
Varför slutade Swix och andra att göra bambustavar?
— Glassfiberstavar blev billigare att producera. Det låg mycket mer produktionsarbete bakom ett par tonkinstavar. Tonkin ansågs vara en enkel stav som blev för dyr jämfört med de färgglada glasfiberstavarna. Nu har det gått 35 år sedan Swix tillverkade de sista bambustavarna.
Obs! Varken Swix eller Liljedahl tillverkade några alpina skidstavar i bambu på den tiden. I dag däremot tillverkar Swix alpina skidstavar, fast inte av bambu. Och Liljedahl började produktion av alpinstavar 1972, fast av metall. Erik Håker, Norges förste alpina världscupsegrare, åkte med dessa.
Kuriosa kring just Swix och min gammelmorfar Olle Rimfors. Det system som han utvecklade med sin vallningstabell på 1920-talet låg till grund för de principer Astra och deras dotterbolag Wallco arbetade efter när de forskade fram Swix under 1940-talet. Innan gammelmorfar tog fram sin vallningstabell rådde i princip kaos på vallamarknaden om hur och när skidvallor skulle användas.
/Fabian Rimfors
Foton med tillstånd av Harald Bjerke/Swix.